29
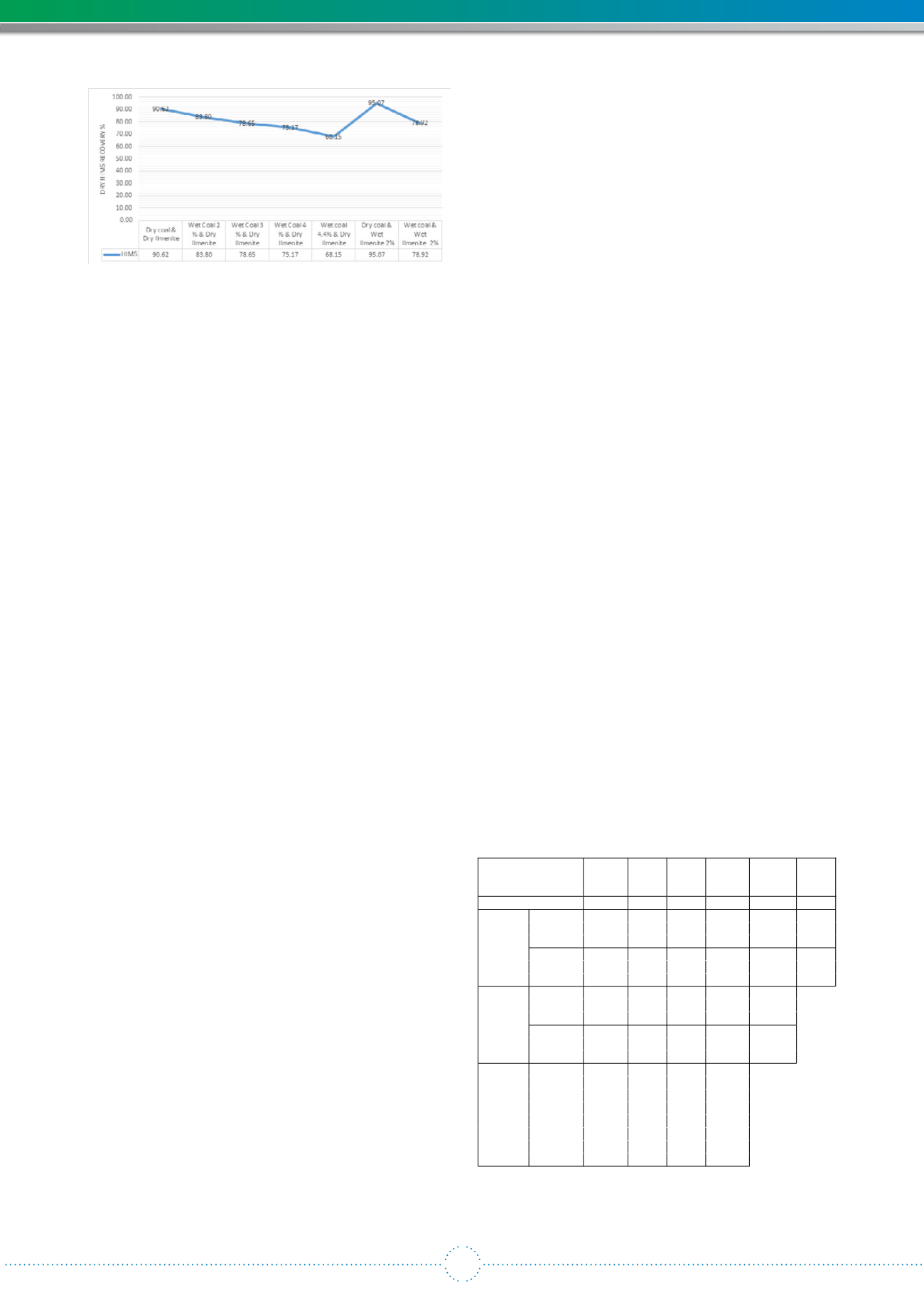
Figure 6: Example of ilmenite recovery
For the initial investigation into how ilmenite will behave
as a medium in dry dense medium separation, two types of
mediums were considered, that is a reference medium, which
consists of ilmenite and sand, and another medium that
resembles the medium used in the current dry dense medium
fluidisation process consisting of ilmenite and fine coal. The
experiment was conducted on coal sized between 13.2 - 50mm
in a laboratory scale cylindrical fluidised bed, and density
tracers were used to determine the Ecart Probable Moyen
(EPM). The results revealed that a uniform and stable fluidised
bed could be achieved for both scenarios.
At optimal sand and ilmenite medium conditions, the
bed had a separation EPM of 0.045, and a cut density of
1.80g/cm3. A blended medium of fine coal (60%) and ilmenite
(40%) delivered a cut density of 1.58g/cm3 and was used as the
optimum condition with a separation efficiency (EPM) of 0.05.
The yield of feed to the plant coal sample (AFE) and run of mine
coal sample (ROM) were 61.44% and 71.27% respectively at the
optimal condition of a binary medium fine coal with ilmenite.
The test work confirmed that the ilmenite does not attach
to the surface of the coal. The same trends in the recovery
of ilmenite from wet coal was observed as what was shown
for magnetite, but to a far lesser extent. Recoveries of 68%
ilmenite is still achievable under normal laboratory screening
conditions in comparison to the three percent recovery of the
magnetite under similar conditions. In addition, the ilmenite
recovery experiments did not make use of a high-frequency
screen, which will result in even better recoveries.
The stereomicroscopy results of the ilmenite surface after
the high gradient magnetic separator revealed that both the
surfaces of ilmenite used only once and re-used for 10 times
showed that there was no clays attach on the surfaces
University of the Witwatersrand: Cost Evaluation of
Different Medium Solids for Air Dense Medium Fluidised
Bed Coal Separation
This investigation was conducted by Kundayi M. Chagwedera
and completed in 2017, who graduated with an MSc degree
in April 2018, successfully demonstrating that pyrrhotite can
be used as a blend for the beneficiation of coal in an ADMFB
application.
In this study, the potential of pyrrhotite, granulated blast
furnace slag, silica sand and coal rejects were evaluated as
alternative solid medium materials to magnetite, solely/mixed
to expand the choice of dense medium suitable for ADMFB
coal separation in South Africa. Material characterisations,
fluidisation
characterisations,
sink/float
and
ADMFB
beneficiation tests were conducted, and different clean coal
products were obtained. A cost evaluation was performed to
determine the economic potential of using pyrrhotite as an
alternative dense medium material for concept of screening.
The following conclusions are drawn from this study:
1. All the solid medium materials tested were classified
as Geldart Group B materials (40 – 500 µm and density
1 400 – 4 000kg/cm3), with the potential for creating a bed
with good fluidisation characteristics.
2. According to the results obtained from the Davis tube test,
pyrrhotite was the only medium out of the four proposed
media that has a magnetic and non-magnetic material of
about 30% and 70%, respectively.
3. The fluidisation characterisation tests showed that the
most stable and uniform beds in descending order were,
magnetite, pyrrhotite, GBFS, silica sand and coal rejects.
4. An investigation using 100wt% magnetite bed and density
tracers showed that the probable error (Ep) reduces from
0.063 to 0.040 with a decreased static bed height from
30 to 20cm.
5. The beneficiation tests conducted using density tracers and
a bed of pyrrhotite-magnetite blend at 40wt% pyrrhotite
+ 60 wt% magnetite produces products with yield ranging
between 53 – 58% and probable error (Ep) 0.053 – 0.073.
The optimum blend ratio was at 40wt% pyrrhotite + 60wt%
magnetite, however, beyond which the yield and probable
error began to decline.
6. The coal beneficiation tests with 100wt% magnetite bed,
40wt% pyrrhotite + 60wt% magnetite blend and the sink/
float test produces coal of different qualities as illustrated in
the table below;
7. From a cost perspective, the partial replacement or
blending of the pyrrhotite ore, which is considered a reject
with magnetite, might be of great impact in reducing the
operating cost of a coal ADMFB process.
8. The superior product achieved by the 40wt% pyrrhotite
+ 60wt% magnetite bed has a higher market value per
tonne of about ZAR790,00 compared to ZAR600,00 for
the 100% magnetite bed. Therefore, there is potential for
higher revenue generation if a blend is utilized as the dense
medium material.
Table 2: Comparison of 40% blend and 100% magnetite
beneficiation products.
Table1: Comparison of 40% blend and 100% magnetite beneficiation products
Sample
Ash
%
CV
MJ\kg
VM
%
Yield
%
Ash
reduction
%
S
%
Feed
39.32
18.76
19.80
100
0.00
2.49
ADMFB
40%
pyrrhotite
Product 1
14.75
27.60
24.14
52.36
62.49
0.42
Product 2
14.21
26.77
23.55
52.18
63.86
0.41
Product 3
14.54
27.58
25.09
52.20
63.12
0.42
Discard 1
61.08
9.66
14.77
47.64
0.00
Discard 2
62.06
8.84
14.28
47.82
3.58
Discard 3
61.52
8.80
14.76
47.80
ADMFB
100%
magnetite
Product 1
19.60
25.46
22.50
60.26
50.15
Product 2
20.20
25.24
21.99
60.67
48.63
Product 3
20.95
25.01
22.24
60.89
46.72
Discard 1
63.14
8.31
14.14
39.74
0.00
Discard 2
63.05
8.70
13.84
39.33
Discard 3
64.06
7.95
13.77
39.11
Float and
Sink Test
F @ 1.30
5.54
31.47
28.31
1.18
F @ 1.40
8.29
30.47
26.72
13.99
F @ 1.50
13.96
27.70
23.06
23.81
F @ 1.60
22.05
24.10
22.00
10.04
F @ 1.70
32.06
19.83
18.60
6.90
F @ 1.80
38.56
17.73
18.84
6.55
F @ 1.86
42.79
15.81
16.14
2.45
S @ 1.86
76.53
4.08
10.70
35.08
* CV: Calorific Value; VM: Volatile Matter; S: Sulphur


